

Improvement Of The Forging And Forming Process Of Universal Joint Forks
Since entering the 21st century, the cost of energy and materials has been increasing. On the other hand, the cost of environmental protection in forging production accounts for an even higher value. This brings the question of how to improve the utilization of energy and materials and reduce environmental damage. Higher production efficiency has become the top priority of forging enterprises, including making universal joint forks
The universal joint fork is a typical automobile and agricultural machinery transmission system. The said system bears a large complex alternating load. Notably, the work piece’s quality requirements are high to ensure product quality while applying forging technology production. However, the workpiece has a complex shape since it is produced using traditional processes. It is worth noting that the system, in this case, has low material utilization rates against the too much metal that flows into the flying edge. Therefore, there is the highest likelihood for the mold involved in the system to wear out faster.
This paper takes Gimbal Fork as an example that is carried through structural analysis in full consideration of the forging die structure. In essence, the semi-closed pre-forging process is recommended in this case. The improved process of forging die structure is verified through the finite element numerical analysis method. In the same issue, the flying edge’s improved front and rear parts and the load are analyzed and compared. It is also important to note that the metal velocity distribution is also part of the analysis and comparison. The final results indicate that improving the processes leads to enhanced material utilization rate and increased mold life. The eventualities are that a significant reduction in energy consumption is achieved.
The original forging process of the universal joint fork
The gimbal joint fork forging diagram is shown in Figure. The forging quality is 0.28kg, and the material is 45 steel. The universal joint fork is a crucial component of the automobile transmission system. A high degree of complexity is involved, particularly when it comes to the transmission torque for the operation of the automobile and the working process to withstand the alternating cycle load. Therefore, the quality requirements of forgings are high.
As can be seen from Figure 1, the gimbal fork is a typical fork-shaped forging. Its metal varies dramatically along the axial distribution. Notably, the axial dimension is short, while the fork ribs are narrow and high. Therefore, the overall formation is complex in terms of structure and operation. The existing process adopts the 600t hot die forging press, hence one mold and two pieces’ production. The process of unloading a weight of 0.91kg requires a product material utilization rate of 61.5%, and mold life is only 3000 molds (6000 pieces).
The process flow involves:
- cutting
- medium frequency heating
- 600t hot die forging press pre
- forging,
- final forging
- cutting edge.
The problem with the original process is that the material utilization rate is low. In essence, the rates are estimated at 61.5%, which is significantly low. Uneven distribution of the flying edges is also part of the process, as indicated in Figure Excess metal accumulation exists in the flying edge groove, whereby the metal flow is violent at the end forging. As a result, there is a serious increase in the wear rate of the mold. It becomes a challenge and an inconvenience to release the mold. Even worse, there is a reduction in the mold lifespan and a surge in the die forging pressure. These are just a few of the negative effects that emerge from the aforementioned process. In essence, these and other factors affect the production, and the output of 8 hours per shift is only 2500 ~ 3000 molds (within 6000 pieces).


Flying Edges Distribution of universal joint forks (Fig. 02)
Numerical simulation of the finite element of the original process
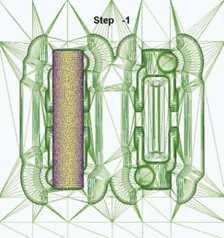
Establish a finite element numerical model as shown in Figure 3. The billet material is 45 steel, while the temperature is 1150°. The billet should also be a plastic body (Mold material H13, mold temperature 200°, mold for the rigid body).
The existing digital mold is used to pre-forge and finally forge the blank. The universal joint fork pre-forging and final forging forming simulation diagram are shown in Figures. By comparing the flying edge distribution map of Figure and the 5-way joint fork of Figure, the physical flying edge is consistent with the simulated flying edge distribution. The accuracy of the finite element model is verified. As it can be seen from Figure, the two forks of the flying edge are already very large during pre-forging, while the two heads are less flying. Notably, the distribution of the flying edges is uneven during pre-forging.
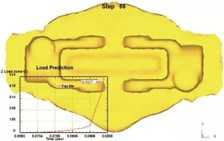
Due to the original design without billet making process, the distribution of the actual forgings shows that there is more material at both ends and less middle material. It is also notable that there is no cavity in the joint part of the two forks, and the metal all flows into the flying edge groove. Thus, it causes the accumulation of flying edges in the two forks. The cross-sectional area of the two heads is large. However, the cross-sectional area of the selected bar material is not enough to produce enough flying edges in the two heads. The pre-forging forming load is 500t, which is less than the nominal load of the actual production 600t hot die forging press.
Final Forging Simulation
The final forging simulation diagram is shown in Figure Universal joint fork final forging forming simulation diagram. In comparison with Figures Simulation diagram of the pre-forging of the universal joint fork and Universal joint fork final forging forming simulation diagram, it is found that the final forging forming does not change the distribution of the flying edge. Additionally, the flying edge generated during pre-forging does not have obvious plastic deformation during the final forging.
The rigid translation is done in the direction of the metal flying edge contour normally. Since the final forging cavity is shallower than the pre-forging cavity, the blank is slightly reduced in the height direction when the final forging is formed. The excess metal flows into the flying edge groove to form a flying edge. The final forging forming load is 498t, which is consistent with the actual production.
The analysis of the above problems can be seen that the flying edge distribution is uneven. In essence, some areas of the flying edge are too large and thick, hence resulting in a material utilization rate of only 61.5%. The too much flying edge caused by violent metal flow greatly reduces the mold life. Production records found that each mold life is only 3000 molds (6000 pieces). This makes mold life too shallow.

Process improvements
According to the existing process, middle fork flying edge distribution is more while the two ends of the distribution are less. The mold structure is adjusted and subsequently changed to the fork to move to both ends. In this case, the middle is the head. The design can be the middle of the edge groove corresponding to the metal forced extruded into the gimbal joint fork head cavity. Markedly, a fork at both ends can shorten the unloading length to improve the material utilization and reduce the flying edge.
At the same time, combined with the actual situation that the production line has no billet equipment and the uneven distribution of the gimbal fork metal. It is for this reason that the structural design of the semi-closed pre-forging cavity is proposed. The flow of metal can be controlled through the semi-closed cavity, and the blank can be reasonably distributed. Therefore, further improvement in the material utilization rate is achieved doing so.
The improved pre-forging die structure
As illustrated in Figure Structure diagram of a pre-forging die, the mold is made into a concave and convex structure in order to constrain the flow of the flying edge. There is a resistance wall at a distance of 10mm from the cavity. When the excess metal flying edge flows to the resistance wall, huge resistance is created against the metal flying edge. This allows easy control and free flow of metal. According to the principle of minimum resistance, the idea is to force the metal to flow into the cavity with less resistance. In addition, in order to facilitate pre-forging mold lifting, a jaw position is opened outside the two forks of the forging.

The improved process scheme is simulated by finite element values. The original blank is reduced to 0.75kg, and the remaining conditions remain unchanged. A finite element numerical model is also established. The improved pre-forging simulation diagram and the final forging simulation diagram are shown in the two Figures below.
Comparing (Fig. 07) and (Fig. 05), (Fig. 08), and (Fig. 04), it is obvious that the flashing after the improvement is significantly reduced. As a result, the material utilization rate is increased to 75%, and there is still room for optimization in the fork. It is also notable that the material utilization rate may be further improved.
After the improvement, the head with a large cross-sectional area of the gimbal fork is located in the middle of the mold, adjacent to the middle cavityless flying edge groove. When forming, the metal at the flying edge groove is forced to flow into the cavity. It can be clearly seen from the below two figures below that the universal joint fork is in good condition.
Increased pre-forming load
From Figure Improved pre-forging simulation diagram, it can be seen that the pre-forged forming limit load of 533t, compared with the original scheme of pre-forging forming load, slightly increased. This is due to the semi-closed pre-forged cavity wall resistance of the larger reason. Although there is material reduction, the resistance wall on the metal flow restriction effect can improve the forming load. In order to control the metal flow and reduce the forming load, the semi-closed pre-forged cavity needs to be strictly designed and simulated to prevent the pre-forged load from being too large, resulting in a potential/serious accident.
As illustrated in Figure Simulation diagram, the forming load at the final forging is only 310t. This is compared with the original process of 488t. The forming load is greatly reduced, which is mainly due to the reduction of the unloading weight. At the time of final forging, the projection area of the forging and the flying edge is significantly reduced. Due to the use of a semi-closed pre-forging cavity, the metal reaches the final forging forming requirements when pre-forging. In addition, the corners are full of good, which also provides a strong condition for the reduction of the final forging forming load. This also reduces the wear of the mold during the final forging forming while improving the life of the mold.


conclusion
(1) Through the analysis of the existing process of the gimbal fork, the finite element numerical model of the existing process of the gimbal fork is established. The accuracy of the finite element model is determined through comparative analysis. The existing process forming process is further analyzed.
(2) Through the analysis of the existing process forming process, the semi-closed pre-forging forming process scheme is proposed. The gimbal fork is moved to both sides of the mold. Through the finite element numerical simulation, the material utilization rate is increased from 61.5% to 75%, and the final forging forming load is greatly reduced. This makes it conducive to the improvement of mold life (the average mold life in the actual production process is 7500 molds (15000 pieces). The output per shift in 8 hours has increased from the original 2500 to 3000 molds (less than 6000 pieces) to more than 4000 molds (more than 8000 pieces). This culminates into greatly improved economic benefits and market competitiveness of the enterprise.
(3) It provides a theoretical basis for the design of forging processes such as universal joint forks.