

The variety of parts (including complexity, weight, and precision) and the number of parts manufactured by the “cold and warm forging” near-net-shape process on an automobile reflect the level of advanced automobile manufacturing technology. At present, the number of cold and warm forged parts produced by domestic technology and equipment for a car in China is only one-third of that in other advanced manufacturing countries.
For cold forged parts with complex shapes and high precision, they are either directly purchased from foreign automobile groups or imported. It is produced by extremely expensive cold and warm forging presses and large precision molds in Germany and Japan. Generally speaking, the R&D capability and manufacturing technology level of China’s automobile industry is not enough. There is a certain gap between the overall automobile quality and advanced countries.
Precision forging technology has become one of the core technologies that automobile companies must master to maintain their competitive advantage.
The advantages of precision forging in the auto parts industry chain
Due to the high strength and toughness of the forged, it is suitable for mass production. So nearly 60% of the parts on the automobile are forged. With the rapid growth of automobile production, the integration of parts and components is skyrocketing. This is when the OEMs are increasing and integrating the production capacity of complete vehicles.
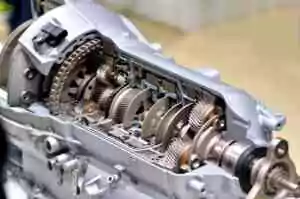
To reduce the size of the CVT gearbox and meet the requirements of lightweight, Japan JATCO combines the gear and the shaft into a pulley and realizes a near-net shape. After the modification, the structure is more compact and environmentally friendly. More and more OEMs are pursuing lightweight and fuel-saving rates. Replacing cutting technology with precision forging technology has become the main direction of new product development. This realizes precision forging.
Precision forging can reduce the manufacturing cost of the entire supply chain by more than 15%. After the precision forging process is adopted, although the forging cost is increased, the machining cost is reduced. This greatly reduces the total cost of production.
For example, combining the overall forging of gears to replace the manufacturing process of separate processing of synchronous gears and bodies can save about 25% of production costs, which represents the trend of future automotive transmission gear processing.
The manufacturing cost also gradually decreases as the production volume increases. This mainly reflects the advantages of the die-forming process, high efficiency, and high consistency. Although the fixed cost in production is high, production efficiency is also high. For mass-produced parts, the production capacity can be greatly improved with only a small investment in the production capacity improvement.
To enhance the competitive advantage of auto parts, traditional automobile forging enterprises need to invest in precision forging research and investment. Therefore, it is imperative to develop precision forging.
The Main Process Form Of Precision Forging Development
Precision forging refers to a process that can produce near-net-shape forgings with high surface quality and dimensional accuracy. It is difficult to obtain near-net-shape forgings effectively by the traditional hot forging process. In order to solve this contradiction, on the basis of the original hot forging, the forging process is improved by using such as plasticity theory, material science, and tribology, and precision forging technology is developed. At present, there are many classifications of precision forging technology. These classes are generally distinguished according to forging temperature and forming method.
Forging temperature distinction
From the temperature range, it is divided into cold forging, warm forging, and warm forging (hot forging)-cold forging compound forging.
(1) The cold forging process refers to the forming of forgings after pickling, phosphating, and saponification of steel at room temperature. The precision of its forgings can reach IT8-11 grades.
(2) The warm forging process in the industry refers to the forging process carried out in the range of higher than room temperature. The temperature is lower than the final forging temperature of hot forging (1000℃~1250℃). Level 14.
(3) Warm forging (hot forging)-cold forging is a combined forming process. The metal is made into a blank basically close to the final shape of the product by the warm forging method. After cleaning and lubricating treatment, the blank is finished by cold forging. Or shaping, the precision of the finishing part of the final product reaches the level of cold forging.
Forming method distinction
In the process of developing the traditional closed die forging process, on the basis of flashless die forging (i.e., closed die forging), closed forging and split forging have been added. Simple mold structure. Compared with the traditional forging method, there are the following special processes.
(1) Extrusion
Under the action of three-way uneven compressive stress, the blank is extruded from the die cavity to reduce the cross-sectional area, increase the length, and become a forging. The processing method is called extrusion. Mainly used for cold extrusion of various splines, warm extrusion of various valve bodies, hot extrusion of half shaft casings, etc.
(2) Block forging
Blocked forging is a die forging of near-net shape precision forgings without flash by extruding metal one-way or oppositely through one or two punches in a closed die. Block forging can realize flash-free forging and high material utilization rate. It is ideal for small equipment tonnage and high dimensional accuracy.
(3) Split forging technology
The main principle of shunt forging is establishing a shunt cavity or shunt channel of material in the forming part of the blank or die. When forging, while the material fills the cavity, material parts flow to the shunt cavity or shunt channel. The application of shunt forging technology has made the less and no-cutting processing of high-precision gears quickly reach an industrial scale. It is mainly used in the cold forging of spur gears and helical gears.
Introduction Of Precision Forging Process Of Typical Parts
The development of precision forging in developed countries such as Germany and Japan is mainly based on car parts. From hub bolts, alternators, air pump rotors, outer and inner star to wheels of CVJ parts are developments of precision forging. Since the 1990s, precision gears have become the main target products. They are now expanded to some important auto parts, such as the production of forgings such as helical gears, connecting rods, and crankshafts.
At present, the precision forgings on automobiles are mainly concentrated in the gearbox and the rear axle assembly . In addition, the transmission assembly in the car parts and the half shaft on the rear axle drive car are precision forged.
For our traditional automobile forging enterprises, the following main types of parts have adopted the precision forging process, some of which have entered mass production. Some are still in the research and development stage.

Spur bevel gears
The precision forging technology of bevel gears was applied earlier in production. Its development has moved from the initial two fires and two forgings to one fire and two forgings. Larger-diameter gears with complex shapes can also be formed by hot forging with minimal steps. At present, the bevel gear of the automobile differential has eliminated the cutting technology and turned to the precision forging process.
With the improvement of product accuracy requirements, the dimensional accuracy of hot precision forging gears can no longer meet the product accuracy requirements. For example, the planetary axle gears on cars have begun to use cold forging processes such as block forging and cold oscillating forging technology. The product accuracy is IT7 level. However, the applicability of cold forging is low. At present, only gears with a diameter below φ90mm can be produced in China.
By combining the advantages of hot and cold forging, the development trend is the hot-cold or warm-cold composite forging process, or the straight bevel gear with higher precision can be directly formed by warm precision forging. Using warm forging and cold finishing process, its precision can reach the IT7.5 level.
Gearbox combination teeth
With the improvement of domestic automobile energy saving, emission reduction, and lightweight requirements, the combined tooth and gear structure in the transmission is developing towards integration and the combination of hot forging forming and cold forging finishing to produce the synchronization gear of the automobile transmission and the body.
One-piece integral forging: For the combined tooth profile, hot precision forging or warm forging is used. Then, the precision forging is cold-finished to ensure tooth profile accuracy. During cold finishing, the tooth shape, end chamfering, and cutting machining positioning surface is formed. Then, the combined tooth chamfer angle is processed by the radial reduction method. After comprehensively controlling each process link of precision forging, the difficulty of the production process has been degraded, and the stability of the processing system can be achieved.
In China, CXIN Forging uses a hot die forging press to carry out closed hot die forging and cold forging to form combined tooth fine forging gear blanks. This realizes mass production of combined warm and cold composite forming with combined teeth as a typical part. Compared with the traditional machined-formed coupling gear, the precision forged coupling teeth have softer tooth shape coupling, impact resistance, fatigue resistance, low production cost, and relatively stable quality. It has been widely used in the automotive industry.
Spur gear
The spur gear is the main part of the transmission, transfer case, and drive axle. Due to the lack of draft angle of spur gear precision forging, it is difficult to eject the die and form the tooth tip. So the degree of popularization of this process is relatively low. The process methods of precision forging mainly include hot precision forging, cold precision forging, cold extrusion, hot forging-cold pushing, warm forging-cold extrusion, etc.
There are also products that consider the shunt principle and use the gear shunt forging technology for reverse gear parts of the manual transmission. Since the tooth surface of the reverse gear has a certain taper requirement, a taper cold forging should be performed on the tooth surface after forming.
The use of positive extrusion to form sheet gears and pinions is a domestic process. A typical car starter spur gear is a cold extrusion process. First, use the cold extrusion process to produce the involute tooth spline shaft , and then use the method of wire cutting the spline shaft to produce the small modulus spur gear. The precision can reach the IT7.5 level. Its application has developed from peripheral components such as automobile starter motors and window lifters to key assemblies such as automotive steering gears and gearboxes.

The spur gear adopts the combination of warm forging and opens cold extrusion. This can effectively reduce the forming force and improve the life of the die. The forming process scheme combining warm forging and cold extrusion has become a crucial direction of precision forging.
Spiral bevel gear
Due to the large size of the spiral bevel gear, the deep tooth groove, and the influence of the helix angle, its precision forging is much more complex than that of the straight bevel gear. Precision-forged helical bevel gears are manufactured in developed countries. These are countries with high precision and have begun to be widely used in the automotive industry.
At present, the domestic spiral bevel gear adopts the closed die forging process without flash. The billet is heated by little and no oxidation. First, the billet is made by the expanding rolling process (upsetting, punching, and hole reaming). After the billet is finished, pre-forging and final forging are performed. A small amount of allowance is left on the tooth surface for fine milling.
Changxin Forging Technology has developed near-net-shape technology. The process is hot forging + warm finishing or hot forging + cold finishing. In the sub-hot forging range (950 ℃ ~ 1050 ℃), the metal is plastically deformed in the closed mold and quickly flows to fill the cavity to obtain a qualified tooth shape.
Precision forging gear blanks; perform fine shaping and precision pressing within the range of (800℃~650℃) warm forging to improve the tooth shape accuracy of precision forging gear blanks.
The Development Method And Strategy Of Precision Forging
Compared with ordinary forging, the development of precision forging is accompanied by high investment and high risk. The development of precision forging technology by traditional forging enterprises is more based on the existing resources of the enterprise. Whether it is through introduction or self-development, it must combine the existing foundation and advantages of the factory to develop precision forging technology with its own characteristics. The development route and focus must be considered in terms of personnel, equipment, management, and development mode.
Literacy preparation for technicians
The design of precision forgings is closer to product design. The requirements for some features are the final requirements of the product. It is necessary to have a deeper understanding of product design and use. Special product designers are required in the factory to develop and produce products. China maintains close contact with the assembly and has a greater say in the product because it is no longer a blank design in the traditional sense for the product R&D department.
This requires technicians to master more product design knowledge. This includes the gear transmission principle, tooth profile design method, and detection method. New process developers need to have an in-depth understanding of equipment parameters and characteristics. They also need to know mold material characteristics and raw material characteristics. Lubrication and other knowledge keys to the success or failure of the process are also key.
Selection of equipment for precision forging products
Precision forging can use a variety of technologies. Generally choose precision forming on general-purpose presses and special-purpose presses. Generally speaking, traditional auto parts forging enterprises are more familiar with general-purpose presses. So, the risk of developing with general-purpose presses will be smaller.
However, the existing equipment should be restored or improved as much as possible to meet the requirements of precision forgings. To realize the precision forging process, innovations are made in the structure of the gripper and the die. For example, a hydraulic die frame can be designed on the hot die forging press to realize complex double-motion forming needed in precision forging.
At present, the closed forging die is used to mass-produce the flashless gear blank of the car gearbox. The dimensional accuracy is ±0.5mm. The closed precision forging of the side gear of φ140mm is realized on the 12.5MN with the hydraulic die set on the 80MN. The semi-finish forging of the φ400mm helical bevel teeth (tooth surface allowance is 1.0mm) is realized by the hollow shunt method of the spring blocking die. By using an ordinary hydraulic press, the cold finishing process can be realized.
Of course, to be a real leader in technology, using special presses, especially fully automatic special presses, is the ultimate goal. For example, using HATEBUR to produce flashless gear blanks. The production efficiency can reach 4,000 to 6,000 pieces per hour. Due to the fast cycle time and less oxidation, the minimum machining allowance can reach 0.5mm. When using the warm forging process, due to the more stringent temperature requirements, the use of a multi-station warm forging press can truly meet the requirements.
Key Selections Factors
In general, adjustment of equipment use, stability, and production cost are the prerequisite factors for selecting a process. The advanced nature of technology should always be subject to specific adaptability and pertinence. The selection of forging equipment and tooling is mainly based on the actual situation and economic strength of the unit. This will give full play to the economic efficiency of its equipment to implement scientific and advanced operation methods.
Management improvement
The level of precision forging technology reflects the management level of the forging enterprise to a certain extent. Therefore, the existing management level must be improved to develop precision forging. Compared with traditional forging production, precision forging management is stricter. There is no room for manoeuvres after production, unlike traditional blanks.
In traditional forging, to reduce the risk, it is possible to increase the machining allowance in the design and add compensation in the production, which cannot be realized in precision forging. For example, if the blank and die are poorly controlled in flashless forging, longitudinal burrs will eventually be formed. This will greatly reduce the technological level.
As for the parameters involved in the whole process of the warm forging-cold finishing production line, including warm forging accuracy and cold forging accuracy, ensuring the stability of each link is the key to the success of the comprehensive forming technology of warm forging and cold finishing. Based on this, starting with relatively simple precision forging is possible due to the phased nature of management improvement.
Innovation in the development mode
We should start from the basics. First, realize flash-free forging on the hot die forging press and gradually accumulate experience. In the extrusion process development, the input and output shafts of the gearbox with market competitiveness are possible.
Through the development process, the cold forging experience has been accumulated. The spur gears can be further extruded by this method. In short, the development mode should be combined with factory practice and gradually realize the complete turn of precision forging.

In addition, there are more interdisciplinary subjects involved in precision forging. Manufacturing technology, equipment technology, and process technology can no longer be realized by just relying on one company. It is necessary to strengthen the connection with university research institutes. There is a need to carry out basic research on precision forging with scientific research institutes as the main body and precision forging application research. By participating in special projects, such as “automatic multi-station warm forging production line for gears,” systematically develop complete sets of equipment, supporting processes and mold technology, and realize technology with independent intellectual property rights.
In other words, auto parts forging enterprises need to grasp the development trend of the precision forging process. They need to choose the precision forging process suitable for their own development. They must also get the first opportunity to build the core competitiveness of enterprise development.
Concluding remarks
In order to enhance the competitiveness of the automobile manufacturing industry, forging becomes the source of high-tech parts and, at the same time, makes the automobile.
Parts companies in the market must develop precision forging. For various precision forging processes and products, forging enterprises should follow the development trend of products and the actual situation of the factory, take a road suitable for their own development, develop precision forging equipment and processes suitable for their actual factory, and contribute to my country’s precision forging technology.